
Валы
Команда PRO-Offset занимается восстановлением и изготовлением различных валов на контрактных производствах:
- резиновых валов для различных печатных машин;
- валов для лакировальных секций;
- для фальцевальных машин;
- для различных типов ламинаторов
и других видов полиграфического оборудования.

Резиновые валы для офсетных машин – одна из самых сложных тем о расходных материалах. Далее мы рассмотрим факторы, влияющие на работоспособность резины на печатных валах и валах увлажнения, причины возникновения необходимости их замены или восстановления, а также способы отсрочить эту необходимость на максимально возможный срок.
Красочные резиновые валы и резиновые валы увлажнения — это структура, состоящая из тела вала (металлической болванки или полого металлического цилиндра), покрытого сверху резиновой рубашкой. Резиновая рубашка – специальная резиновая композиция, состоящая из:
1. Полимера
2. Вулканизирующих добавок
3. Пластификатора
4. Наполнителя
5. Специальных добавок.
Каждый элемент состава резиновой композиции несет свою функцию. Вместе они формируют комплекс, обеспечивающий следующие параметры вала:
• высокая геометрическая стабильность
• хорошие «транспортные» свойства
• минимальный разогрев поверхности
• незначительная последующая юстировка
• длительный срок службы
• стабильный процесс печати на всех скоростях
Рассматривая факторы, влияющие на срок службы резиновой композиции, можно выделить три основных:
1. Трение и разогрев в процессе печати.
При правильной юстировке (правильном положении валиков относительно друг друга с равномерной полосой в зоне контакта) валиков деформация и разогрев резиновой композиции не превышает требований эксплуатационных характеристик, что положительно сказывается на прочностных характеристиках, стабильных транспортировочных параметрах (краскопереносе) и регламентированном сроке службы. В противном случае, неправильная полоса контакта между валиками может не только привести к дефектам печати (в случае уменьшения полосы контакта – снижение краскопередачи и как следствие, возникновения нестабильной эмульсии), но и вызвать преждевременный износ резиновой композиции (в случае увеличения давления между валами) что, в свою очередь, может привести к полному разрушению поверхности (фото 1,2).
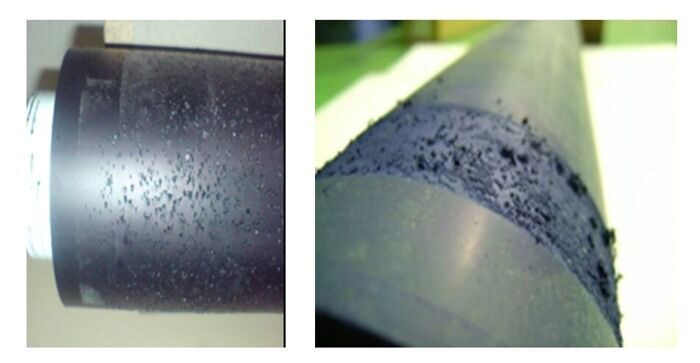
Фото 1 Фото 2
Так же, к фактору, вызывающему перегрев и разрушение резины валов, можно отнести эксплуатацию валов на холостом ходу без применения специальной пасты. Игнорирование необходимости применения специальной пасты для холостого хода красочного аппарата приводит к ухудшению качества печати и сокращению срока службы валов примерно на 25%.
2. Использование «правильной» химии.
Для сохранения технологических свойств красочных, увлажняющих валиков и офсетных резинотканевых полотен необходимо использовать специальные средства. Резина современных валиков – это сложный синтетический продукт. Ее свойства обеспечивают очень равномерный, мягкий накат краски и высокое качество печати, но взамен требуется правильный уход и, в первую очередь, использование рекомендованных составов для смывки. Использование керосина, уайт-спирита или их смесей приводит к вымыванию из этой резины некоторых компонентов и делает ее жесткой и деформирует поверхность. Не раз экономия на средствах смывки и очистки приводила к ощутимому изменению диаметров и форм валиков, что полностью сковывало работу печатных машин и требовало значительных затрат на закупку новых валиков.
Согласно договоренности между производителями печатного оборудования (Heidelberg, MAN Roland, KBA), смывочных средств и изготовителями бумаги, разработаны основные правила в использовании смывочных средств:
• не использовать смывочные средства с температурой вспышки до 21˚С (класс опасности АΙ);
• не рекомендовать к применению на машинах нового поколения средства с температурой вспышки от 21˚С до 55˚С (класс опасности АΙΙ);
• рекомендовать использовать на машинах нового поколения моющие средства с температурой вспышки от 55˚С до 100˚С (класс опасности АΙΙΙ).
Со временем на валиках красочного аппарата, резинотканевых полотнах образуются отложения, которые не смываются обычными смывочными средствами. Валики покрываются глазурью. Глазурь образуется из компонентов, входящих в состав печатных красок, увлажняющего раствора, противоотмарывающих порошков, запечатываемой бумаги. Снижается качество печати, происходит «оголение валиков» и краска не воспринимается поверхностью вала. Из-за повышенной жесткости воды могут возникнуть карбонатные отложения в виде белого налета на красочных валиках. Белые кристаллы имеют острые окончания и повреждают поверхность валиков. В порах резины скапливаются и мельчайшие частицы краски, которые затвердевают и также осложняют процесс трансфера краски.
В связи с этим рекомендуется использование средств, позволяющих сохранить свойства валиков и продлить срок их службы. Такие средства надо использовать систематически для профилактической чистки, чтобы избежать указанных выше осложнений и сохранить оборудование в рабочем состоянии.
После глубокой очистки красочных валиков при смене темной краски на светлую, рекомендуется затем нанести на валики прозрачные белила и несколько минут раскатывать их, затем смыть обычным моющим средством. Таким образом поры полностью очищаются от краски и можно работать светлыми прозрачными красками, не получая оттенка предыдущего цвета.
3. «Разрушение» подшипников и «шеек» валов.
Кольца подшипников изготавливаются из инструментальной (твердой) стали. Шейки валов изготавливаются из холоднокатаной (более мягкой) стали. В результате длительной эксплуатации кольца подшипников могут «врезаться» в шейки валов, вызывая проблемы при печати (фото 3, 4).
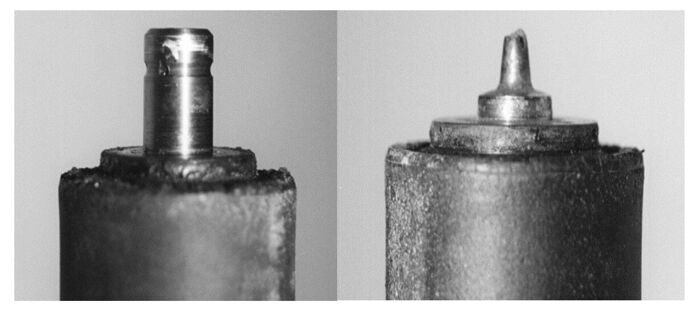
Фото 3 Фото 4
Из всего вышеперечисленного можно сделать вывод, что правильная настройка валов и постоянная профилактика, использование правильной химии для смывки и ухода за резиновой композицией красочных валов, а также своевременная замена изношенных механизмов и элементов печатных валов обеспечат не только длительный срок службы печатных валов и валов увлажнения, но и снизит возникновение брака при печати.